


/ 01

CNC & Conventional Turning
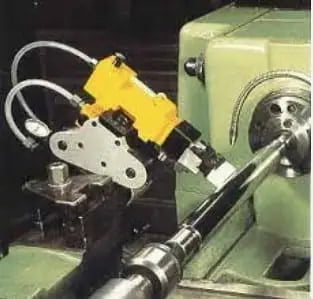
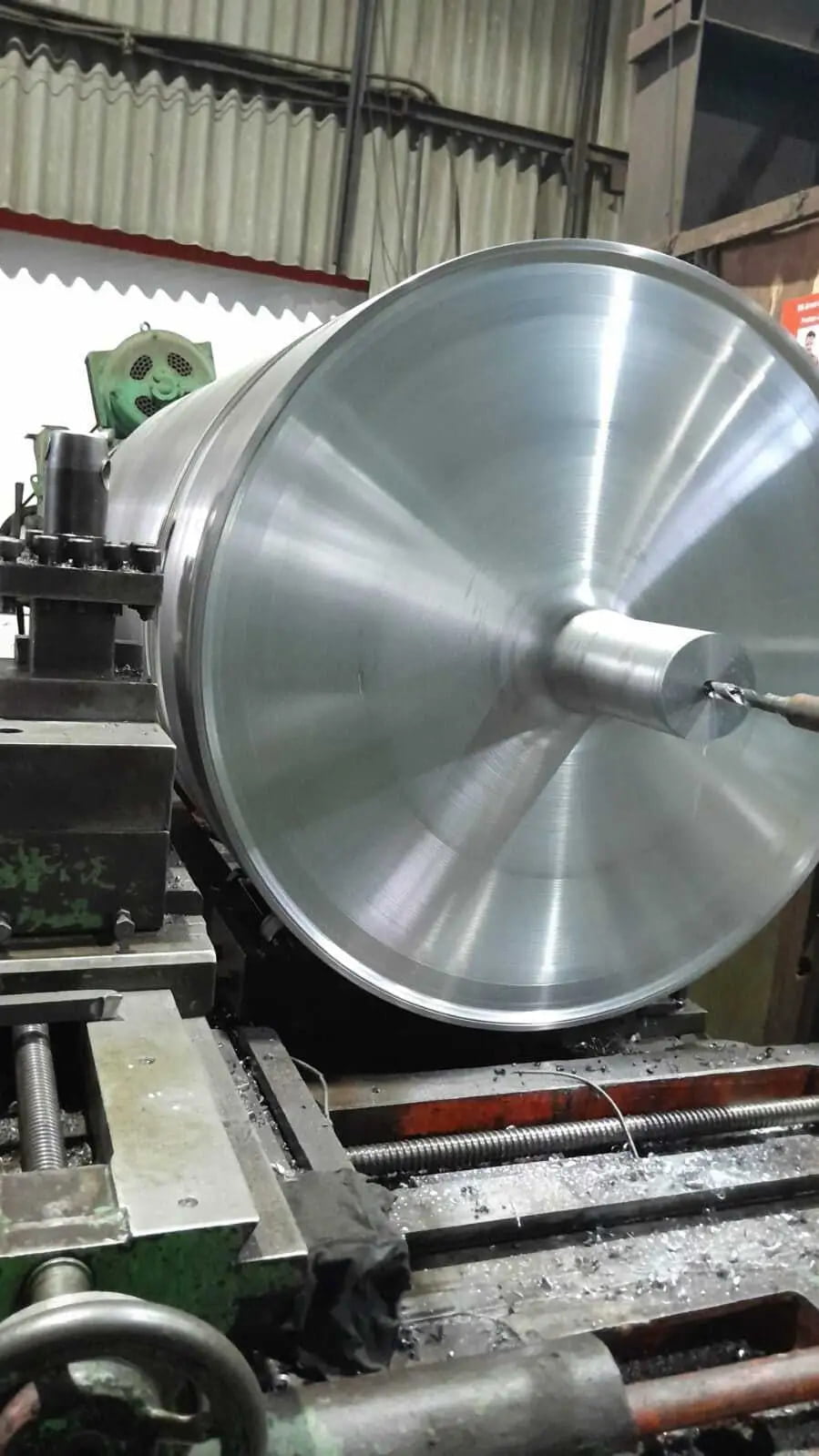
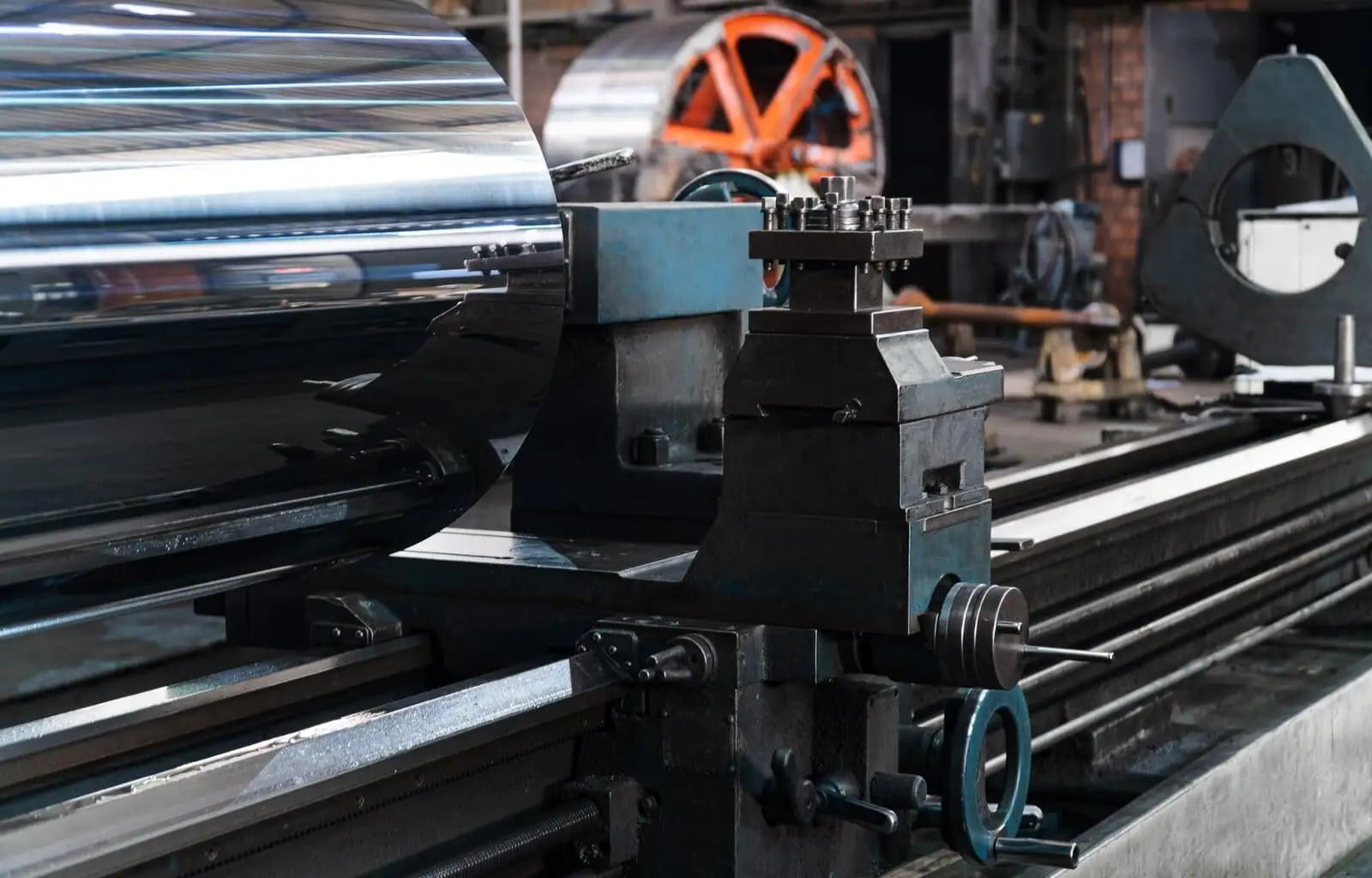
Heavy-duty CNC and conventional lathes for shafts, rods and symmetrical bodies up to 14 m in length and Ø 1250 mm. Continuous turning with live-tooling for keyways, threads and complex geometry in a single setup.
Ø 1250 mmL 14 m±0.005 mm